From Friday, April 19th (11:00 PM CDT) through Saturday, April 20th (2:00 PM CDT), 2024, ni.com will undergo system upgrades that may result in temporary service interruption.
We appreciate your patience as we improve our online experience.
From Friday, April 19th (11:00 PM CDT) through Saturday, April 20th (2:00 PM CDT), 2024, ni.com will undergo system upgrades that may result in temporary service interruption.
We appreciate your patience as we improve our online experience.
Multisim™ software combines SPICE simulation and circuit design into an environment optimized to simplify common design tasks, which helps you improve performance, minimize errors, and shorten time to prototype. With a library of 55,000 manufacturer-verified components and seamless integration with the Ultiboard™1 PCB layout tools, you can confidently iterate through design decisions and annotate changes between layout and circuit schematic. Use Multisim™ with Ultiboard™ software to rapidly prototype, build interfacing circuitry, and troubleshoot electronic systems.
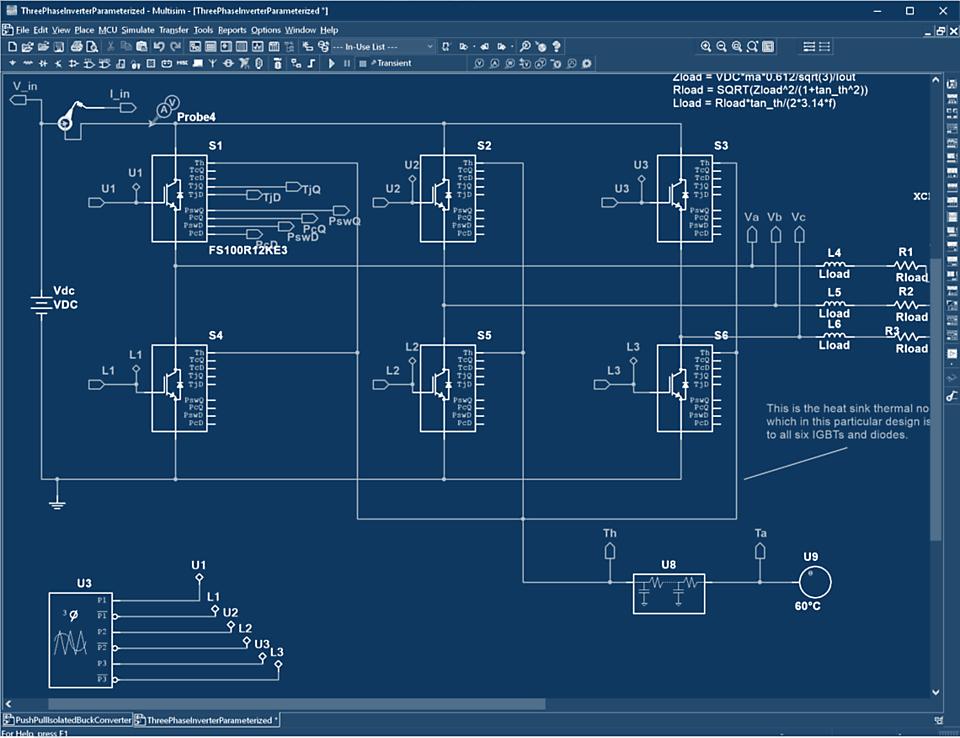
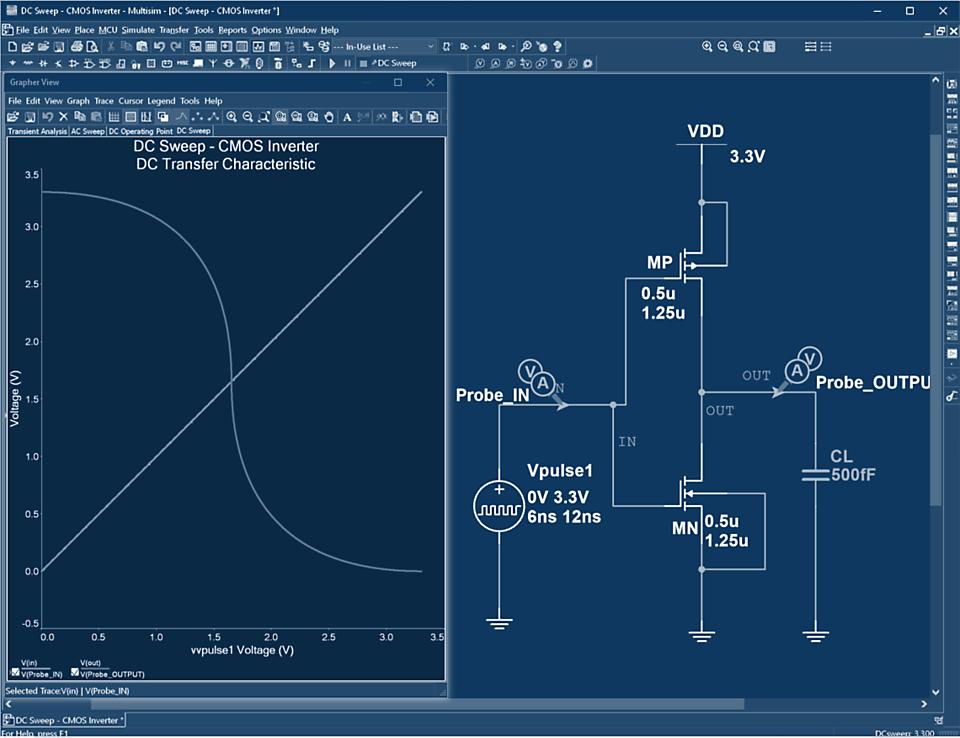
Multisim™ provides 20 advanced analyses, so you can more easily identify limits and design inefficiencies early to reduce costly PCB prototype iterations.
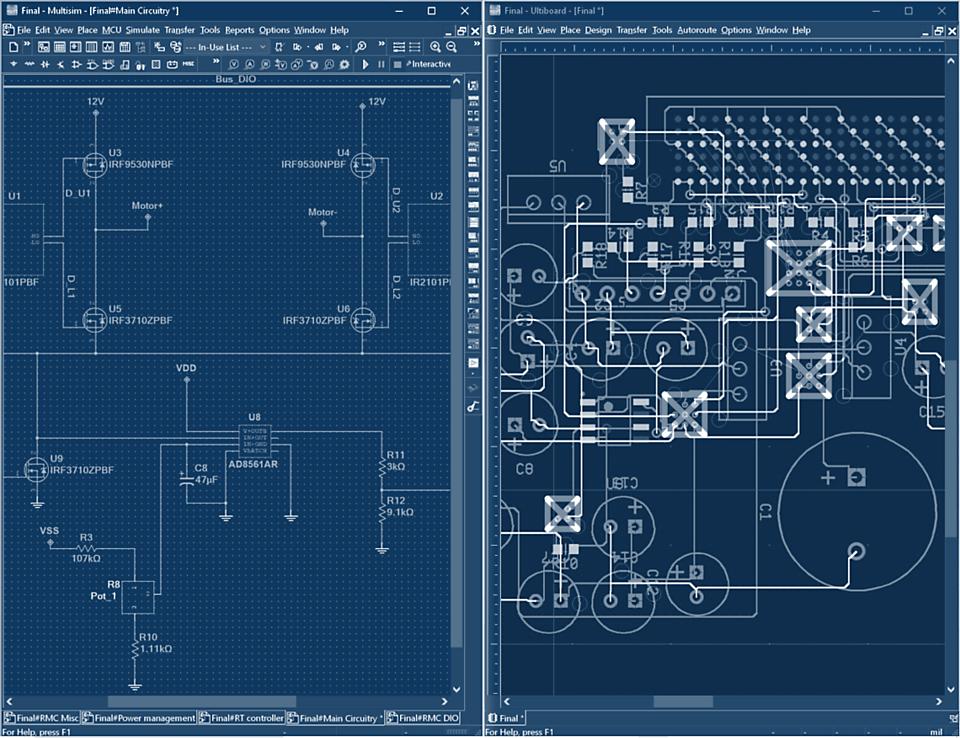
When integrated with Ultiboard™ software, Multisim™ allows you to seamlessly move from design to layout and accelerates your PCB prototype development.
Subscription Benefits
Included Services
Every purchase includes access to features that help you be successful with your software:
A single-seat license of Multisim™ can be associated with an individual or to a specific computer ID.
The Volume License Program is designed for teams that need five or more licenses to reduce the total cost of ownership by providing streamlined asset management to your organization.
Contact us to learn more.
Multisim Live™ delivers SPICE simulation to you anywhere, anytime. Learn electronics with an interactive, online, touch-optimized environment that works on any device. With a database of over 30,000 community circuits, you can immediately turn inspiration into simulation. Try it now for free!
1 Ultiboard™ is printed circuit board design and layout software that integrates seamlessly with Multisim™ to accelerate PCB prototype development. You must purchase Ultiboard™ software separately.