From Friday, April 19th (11:00 PM CDT) through Saturday, April 20th (2:00 PM CDT), 2024, ni.com will undergo system upgrades that may result in temporary service interruption.
We appreciate your patience as we improve our online experience.
From Friday, April 19th (11:00 PM CDT) through Saturday, April 20th (2:00 PM CDT), 2024, ni.com will undergo system upgrades that may result in temporary service interruption.
We appreciate your patience as we improve our online experience.
Applications involving two defect types are discussed in this document:
1. Material Defect Example - Transparent Tube Inspection
Figure 1 shows a tube that needs to be inspected. Defects can occur during extrusion of the tube. The defects can be classified as material defects (primarily kinks in the material) or surface defects (primarily areas of jagged surface texture).
The objective is to detect these defects as the tubes are being extruded. The extrusion speed is typically very high, requiring a fast and efficient algorithm to qualify and quantify the material defects.
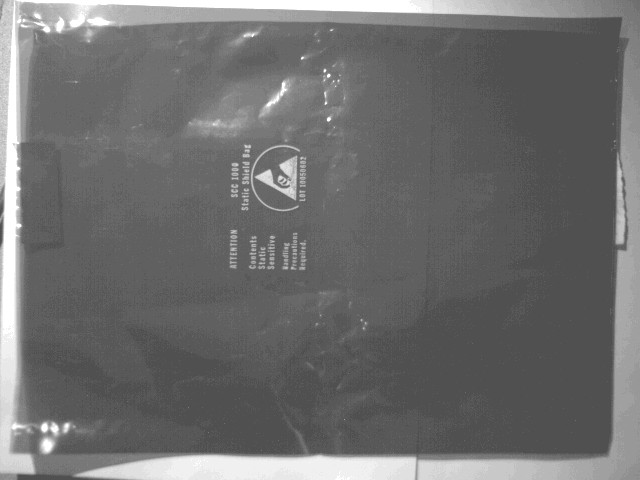
2. Joint Seal Defect Example - Transparent Plastic Bags Inspection
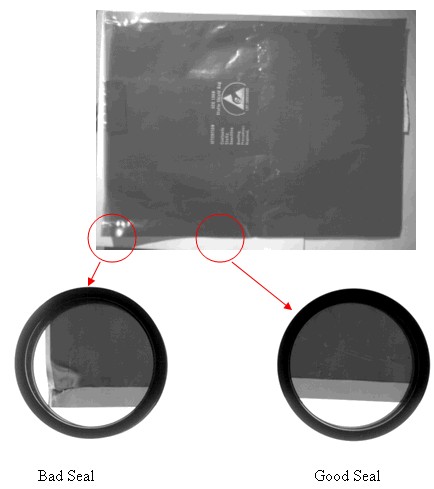
Plastic bags are manufactured using separate sheets of plastic that are brought together and heat sealed along the edges. In this application the objective is to detect defects in the seal of the bags. Figure 2 shows a sample plastic bag with seals along two edges.
1. Material Defects Example - Transparent tube inspection
There are several challenges in inspecting this product using conventional illumination and image processing techniques at high processing speeds. The approach described here overcomes these challenges and satisfies the inspection requirements.
The proposed solution is illustrated in Figure 3. A millimeter grid is positioned behind the transparent tube as it is extruded. The grid is illuminated using a red LED backlight.
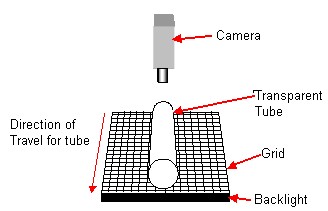
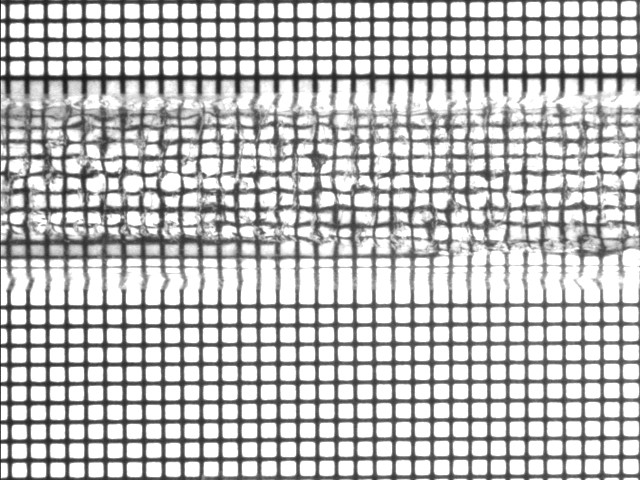
The grid is then imaged from the opposing side of the tube as shown in Figure 3. The transparent tube material acts as a lens. In the absence of defects, the distance between the grid lines "x" is unaffected as shown in Figure 4, while the distance between the grid lines "y" varies uniformly due to the lens effect in this direction. As a result, the grid lines behind the tube form rectangular shapes in the absence of material defects.
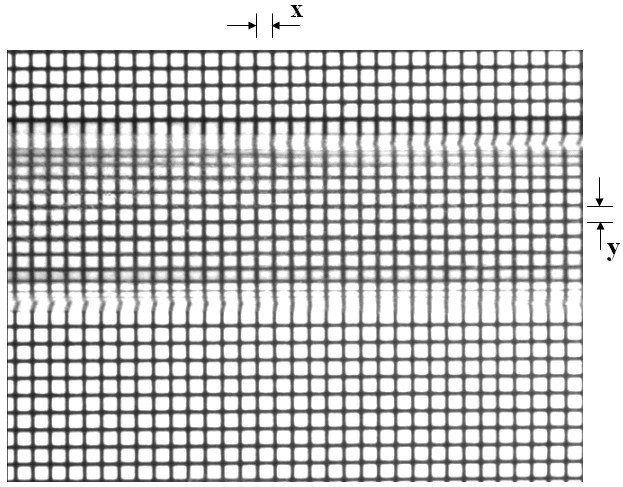
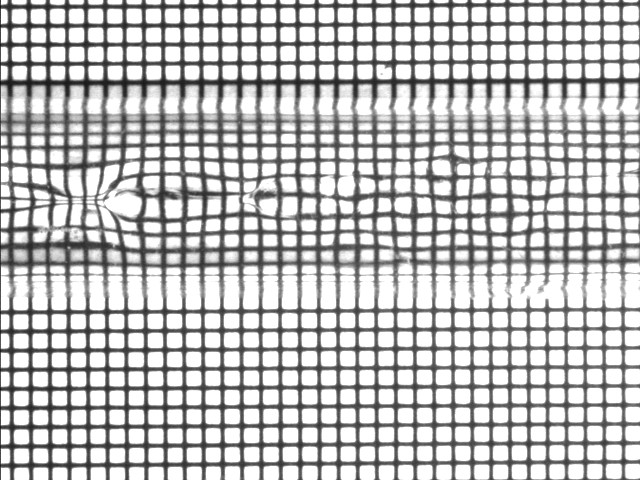
In the presence of material defects, the shape of the grid cells become irregular due to the lens distortion introduced by the defect, as shown in Figure 5
 |
 |
|
(a) Jagged Surface Texture
|
(b) Kinks in Material
|
Figure 5(a), (b) Grid as imaged through transparent defective tubes
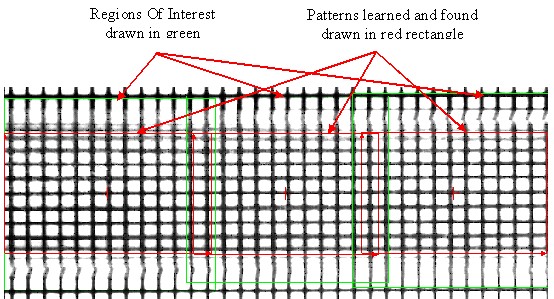
Comparing the images in Figure 4 and Figure 5, it is evident that an image processing technique is required that quickly distinguishes between a set of acceptable grid cells and a set of defective cells. One option is to use Pattern Matching, which can be used to detect the presence of gross distortion defects in the grid pattern. Figure 6 shows a sample image of the regions of interest (ROI) defined for inspection and the expected template grid patterns found. Three overlapping ROI are drawn in the field of view. Template areas (patterns) within each ROI are found and match scored. Score levels can be set so defective test articles produce a score below the acceptable threshold.
Typically, the tube is continuously imaged as it is extruded. Multiple cameras (placed at different angles and at multiple points along the tube) may be required to achieve 100% inspection.
2. Joint Seal Defects Example – Bag Inspection
There are several challenges in using traditional techniques to inspect for joint defects. Stress testing is not an option due to the time requirements and possible damage to the product. Manual batch testing does not provide 100% inspection for medical and other critical testing applications, and is not dependable due to the subjectivity of each operator. In these situations, an objective automated method is required. While using machine vision is an option, the illumination can be a challenge when working with transparent materials.
A unique solution proposed here overcomes these challenges while satisfiing the inspection requirements . The physical principle takes advantage of the photoelasticity of the plastic material. This is a technique widely used in structural engineering applications, where structural models built with plexiglas are subjected to simulated loads. The resulting effect is imaged with polarized light projected through the model. The stress causes a proportional change in the the polarization of the light. When a plastic bag is heat-sealed, it creates a similar affect, which the inspection system can use to look for uniformity in the resulting joint.
Figure 7 shows the inspection system setup, which uses a backlight with a polarizing plate, and a second polarizer in front of the the camera lens.
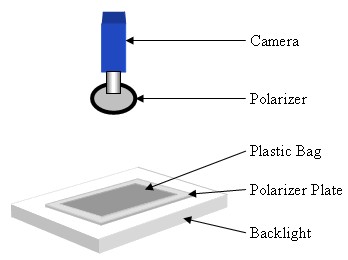
Figure 8 shows the imaging results. A good seal is indicated by dark area (very low light transmission). Defects (where the plastic layers have not bonded) are indicated by lighter areas similar to the rest of the bag.
Using this imaging approach, ROI (where seals should be found) can be processed using conventional threshold and blob analysis to identify defective seals.
1. Material Defects Example - Transparent Tube Inspection
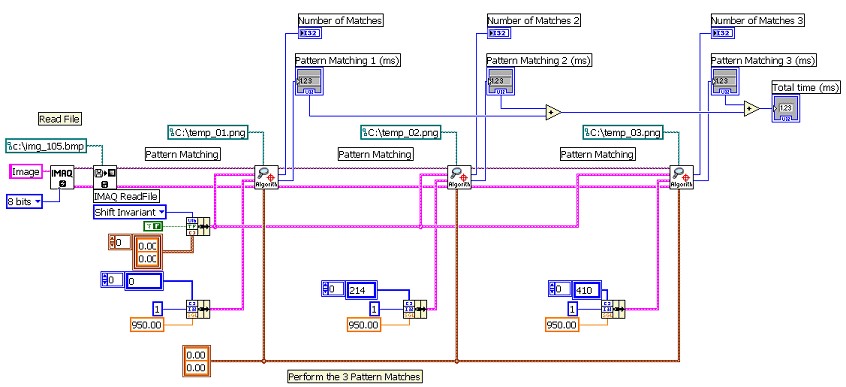
Figure 9 shows the LabView block diagram for the tube inspection benchmark application. The simplicity of the code highlights the ease of use and rapid prototyping afforded by using LV and IMAQ Vision for this application
When creating an inspection system for continuous inspection it is essential to understand and control the inspection cycle time. The optimum solution is to develop the system using a real time environment such as LabVIEW Real-Time. With LabVIEW RT, and the NI Vision Development Module, you have all the tools necessary to develop a complete machine vision application on a reliable embedded platform.
LabVIEW RT provides real-time programming and execution capabilities, Vision Development Module provides the image acquisition, processing and analysis functions. Using this platform allows your system to run in a deterministic and time bounded manner. For more information on the implementation and limitations of deterministic and time-bounded image acquisition systems, please refer to Page A4 in the IMAQ Vision for LabVIEW User Manual.
Two challenging applications have been presented here with unique solutions. NI’s hardware and software products allow these solutions to be developed and implemented easily. Using LabVIEW RT, a reliable solution can be developed that produces consistent results.