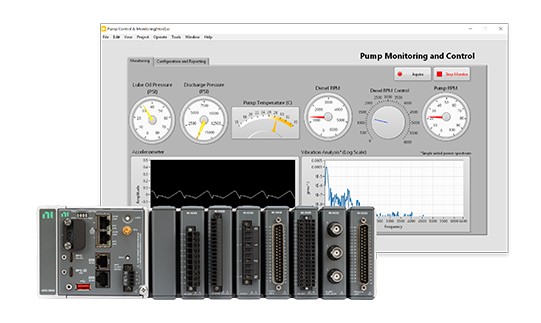


CompactRIO hardware provides an industrial control and monitoring solution using sensor- or protocol-specific, conditioned I/O modules with real-time capabilities.
Best for
Real-time processing needs
Industrial monitoring and control applications
Long-term testing in the field